
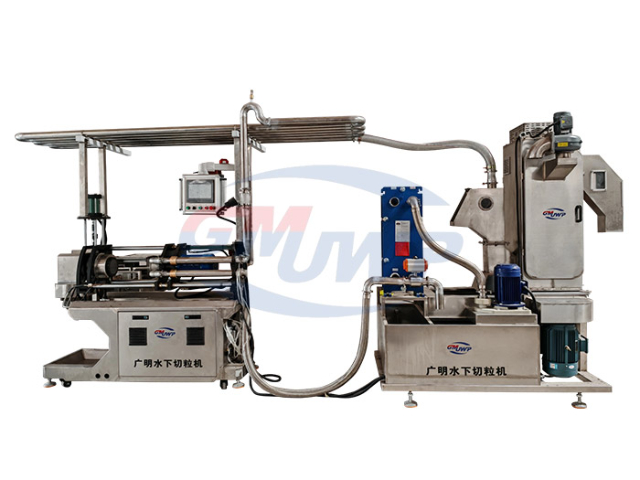
廣東廣明科技開發有限公司 水下切粒機|水下造粒機|塑料制造設備|塑料造粒
13549203718


2025-01-02 00:42:06
水下切粒的水循環系統工作機制——水下切粒的水循環系統有著復雜而有序的工作機制。循環水首先從水箱被水泵抽出,通過管道輸送至切粒室周圍的冷卻夾套或直接噴淋在切粒區域。在切粒過程中,高溫的塑料熔體被擠出模具并被切刀切割,此時循環水迅速吸收塑料顆粒的熱量,使顆粒快速冷卻定型,防止其粘連在一起。吸收熱量后的水溫度升高,然后通過回水管路流回水箱。在水箱中,設有冷卻裝置,如冷卻塔或制冷設備,將循環水冷卻至設定溫度后,再次被水泵抽出循環使用。為了保證循環水的水質,水箱內通常還配備有過濾裝置,去除水中的雜質、塑料碎屑等,防止其堵塞冷卻管道或影響塑料顆粒的外觀質量。此外,水循環系統的水壓需要保持穩定,水壓過高可能會干擾切粒過程,水壓過低則無法提供足夠的冷卻和輸送能力。通過對水循環系統各參數的精確控制,確保水下切粒機在適宜的溫度環境下高效運行。水下切粒機的冷卻水流量需根據生產負荷合理調節。東莞附近哪里有水下切粒機生產企業

產品定制化是水下切粒機市場的一個新興趨勢,對其市場前景有著積極的影響。不同的塑料加工企業由于其生產的塑料制品種類、規格、性能要求以及生產工藝的差異,對水下切粒機的需求也各不相同。一些企業可能需要切粒機能夠處理特殊的塑料原料,如高填充塑料、彈性體塑料等;一些企業則對切粒的尺寸精度、形狀復雜性有特殊要求。水下切粒機制造商通過提供產品定制化服務,能夠滿足客戶的個性化需求。例如,根據客戶提供的塑料原料特性和切粒要求,定制切刀的材質、形狀和尺寸,優化擠出系統的螺桿設計和加熱參數,調整水循環系統的冷卻能力等。這種產品定制化趨勢不僅能夠提高客戶的滿意度,還能使企業在細分市場中形成獨特的競爭優勢,拓展市場份額,為水下切粒機市場的發展注入新的活力。東莞靠譜的水下切粒機定制價格水下切粒機的料斗設計應便于物料輸送,避免出現堵塞現象。

水下切粒機的維護保養對于延長設備使用壽命和保證生產穩定性至關重要。首先是切刀的維護,切刀在高速旋轉切割過程中容易磨損,需定期檢查其磨損程度,當磨損達到一定限度時應及時更換。同時,要確保切刀安裝牢固,其與模板的間隙調整合適,以保證切粒精度。水循環系統也需要精心維護。定期檢查循環水的水質,防止水中雜質過多導致管道堵塞或影響粒子冷卻效果。清理水過濾器,確保水流暢通。對水循環泵進行定期保養,檢查其密封性能和運行狀況,保證其能提供穩定的水壓和水量。此外,擠出系統的螺桿和機筒要保持清潔,避免物料殘留碳化影響塑化效果。定期對設備的傳動部件如軸承、鏈條等進行潤滑,減少摩擦損耗。電氣系統要注意防潮、防塵,定期檢查電氣元件的連接是否松動,確保設備的電氣控制穩定可靠。通過這些整體的維護保養措施,可以使水下切粒機始終處于良好的運行狀態,減少故障停機時間,提高生產效益。
水下切粒機的維護保養要點——擠出系統維護水下切粒機的擠出系統維護對設備性能和產品質量有著重要影響。擠出系統中的螺桿和機筒需要保持清潔,避免物料殘留。在每次生產結束后,應采用特定的清洗劑或加熱清洗的方法清理螺桿和機筒內的殘留塑料。長期使用后,螺桿表面可能會出現磨損,導致物料輸送不均勻或塑化不良,這時需要對螺桿進行修復或更換。檢查螺桿的螺棱是否有損壞、變形,以及螺桿與機筒之間的間隙是否正常,間隙過大可能會造成物料回流,影響擠出效率和產品質量。機筒的加熱裝置要定期檢查,確保加熱均勻、溫度控制準確。可通過校準溫度傳感器來保證溫度顯示的準確性,防止因溫度偏差導致塑料物料熔融不充分或過熱分解。此外,擠出系統的傳動部件,如電機、減速機、聯軸器等,要定期進行潤滑和檢查,保證其運行平穩,無異常噪音和振動。通過對擠出系統的精心維護,可以延長設備的使用壽命,提高水下切粒機的生產穩定性和產品質量。水下切粒機的振動篩可篩選出不合格粒子,提高產品整體質量。
關于售后服務與客戶粘性售后服務是影響水下切粒機市場前景的關鍵因素之一。由于水下切粒機屬于復雜的機械設備,在使用過程中需要定期維護、保養和及時的故障維修。質量的售后服務能夠提高客戶的滿意度和忠誠度,增強客戶粘性。售后服務包括設備的安裝調試、操作培訓、定期回訪、零部件供應以及故障響應時間等多個方面。例如,企業能夠在客戶購買設備后迅速派遣專業技術人員進行現場安裝調試,并為客戶操作人員提供完整的培訓,使其熟練掌握設備的操作和維護要點;在設備運行過程中,定期回訪客戶,了解設備使用情況,及時提供維護建議;當設備出現故障時,能夠在短時間內響應并提供有效的解決方案。這樣的售后服務體系能夠讓客戶無后顧之憂,更愿意選擇該品牌的水下切粒機,并且在后續的設備更新換代或擴產需求時,繼續與該企業合作,從而為企業帶來長期穩定的市場需求。水下切粒機的切刀鋒利度直接影響粒子的切斷面平整度。東莞什么是水下切粒機機械設備
水下切粒機的切刀角度可根據物料特性進行適當調整。東莞附近哪里有水下切粒機生產企業
水下切粒機的實際產量達不到設計產量要求。原因分析:擠出機的塑化能力不足,可能是螺桿的設計不合理,如螺槽深度、螺距等參數不適合所加工的塑料原料,導致物料不能充分熔融和均勻混合,影響擠出量。切刀的轉速過低,無法及時將擠出的熔體切成粒子,限制了生產速度。塑料原料的流動性差,在擠出機內的輸送阻力大,使物料的擠出速度減慢。這可能是由于原料的分子量分布過寬、添加劑的影響或原料未充分干燥等原因造成的。設備存在泄漏問題,如擠出機的料斗、機頭、螺桿與機筒之間的密封處泄漏,導致物料損失,從而降低了實際產量。解決方法:優化螺桿的設計參數,根據塑料原料的特性選擇合適的螺桿結構,如漸變型螺桿、突變型螺桿或分離型螺桿等,提高擠出機的塑化能力和輸送效率。在保證切粒質量的前提下,適當提高切刀的轉速,加快切粒速度。但要注意切刀轉速過高可能會導致切粒質量下降。對塑料原料進行預處理,可采用添加潤滑劑、增塑劑等方法來降低物料的粘度,提高其流動性。檢查設備的密封情況,及時修復或更換損壞的密封件,確保設備無泄漏現象。定期對設備進行維護保養,檢查各連接部位的緊固情況,防止因松動而導致泄漏。東莞附近哪里有水下切粒機生產企業






