- 企業推廣分銷B2B平臺
- 累計為企業宣傳展示1.2億次以上
- 分銷模式,讓每個人都愿意幫您做生意
- 30多萬銷售員注冊,快速對接銷售渠道
鋼材產品的防腐蝕問題長期以來一直是鋼鐵企業最為關注的問題。隨著社會經濟的不斷發展,我國對鋼材產品的需求量不斷增加,包括機械制造、汽車船舶、建材家電等方面都離不開高質量鋼材產品的供給,鋼材產品的生銹腐蝕問題也更為突出,并對各行各業乃至整個國民經濟建設都造成了重要的影響。據統計,我國每年因腐蝕報廢的鋼材產品制品約可占到年產量的1/3,由此造成的資源浪費和經濟損失更是無法估量,因此,為了節約鋼材,延長鋼材產品使用壽命,減少相關危害和損失,我們必須要想辦法做好鋼材產品的防腐處理,提高其防腐蝕性能。
1、帶鋼熱鍍鋅工藝原理概述
鋅是一種銀白色略帶淡藍色的金屬,質地較脆,化學性質較為活潑,在常溫空氣中,鋅會發生氧化反應,并在其表面生成一層耐腐蝕性良好的,結構致密的堿式碳酸鋅膜薄膜。堿式碳酸鋅膜薄膜可有效阻止氧化反應和腐蝕作用向其內部的進一步擴散,從而起到較為理想的抗腐蝕、抗氧化作用。帶鋼熱鍍鋅工藝就是利用鋅這種良好的抗氧化腐蝕作用,在較高溫度下,使鋅層均勻地、完全地、緊密地結合包裹于鋼體外層,當這層保護膜受到外界破壞時,又會在破壞處形成新的保護膜層,從而起到對鋼材基體的防氧化腐蝕保護作用。
帶鋼熱鍍鋅是指將鋼材浸入高溫熔融的鋅液中,使鋅覆蓋于鋼材表面的一種鍍鋅方法,因此又被稱為熱浸鍍鋅,熱鍍鋅工藝具有覆蓋能力好、鍍層密實、無有機夾 雜 物 等 特 點,其鍍層厚度一般可達到35μm 以上,良 好 的 附 著 力 使 鍍 層 不 容 易 脫 落。熱鍍鋅層形成的過程實質就是外部鋅層與內部鐵基體合金化的過 程,當 鐵 件 浸 入 到 熔 融 的 鋅 液(一 般 為500℃)中時,會有部分鋅原子溶于鐵基體,在鋅液與鐵件界面形成固熔體晶體,但由于鋅鐵原子間引力較小,這種固熔體結構并不穩固;當鋅含量在固熔體中達到飽和狀態時,鋅鐵原子相互擴散,滲入到鐵基體的鋅原子逐漸在鐵基體表面形成性質較為穩定的鋅鐵合金鍍層,實現了鋼的熱鍍鋅。而擴散到鋅液中的鐵就會成為鋅渣而沉入熱鍍鋅鍋底。
2、帶鋼連續熱鍍鋅工藝研究
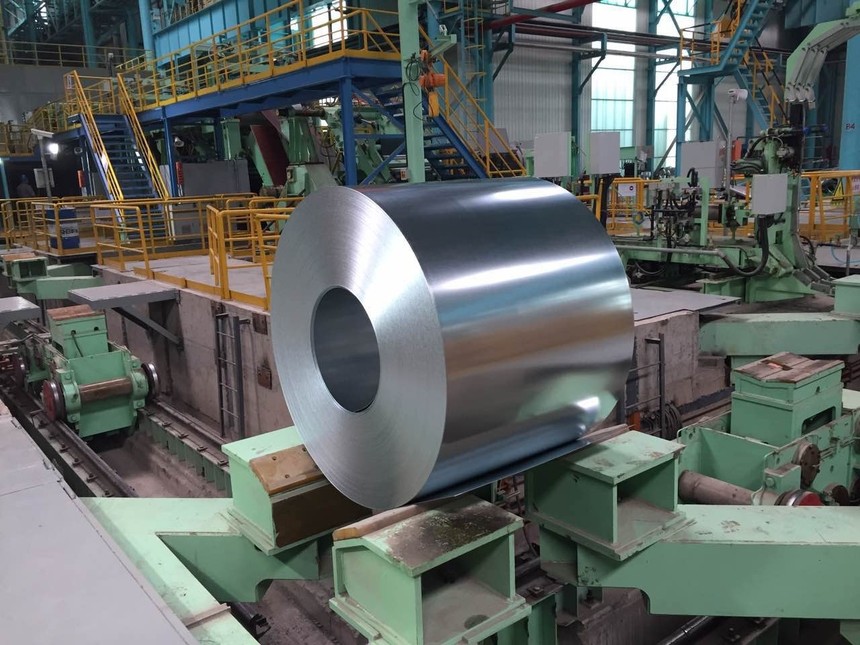
常見的帶鋼連續熱鍍鋅方法主要有以下3種:美鋼聯法、森吉米爾法和改良森吉米爾法。相比來說,森吉米爾法雖然工藝較為簡單,成本也較低,但由于采用火焰直接加熱的方式去除表面油污,因而其產品表面質量較差,尤其不利于薄規格帶鋼產品的生產。而美鋼聯法則采用堿性電解脫脂槽進行脫脂,雖然工藝稍顯復雜,但其產品的表面質量更好,更適合薄規格的熱鍍鋅產品的生產,因此,目前新建的熱鍍鋅生產線基本采用美鋼聯法進行熱鍍鋅。帶鋼連續熱鍍鋅的基本生產工藝流程為:酸洗>焊接>清洗>入口活套>退火>熱鍍鋅>平整>拉矯>鈍化>出口活套>卷取。
2.1、酸洗
酸洗主要是為了去除帶鋼軋制后表面的氧化鐵皮,確保帶鋼鍍鋅質量,并減少鍍鋅時鋅渣的生成。酸洗采用1∶4的稀鹽酸,在酸洗時應注意對酸液濃度、酸洗時間、溫度以及操作過程的控制,酸洗時間以5min~15min為宜,酸 洗 中 要 使 鋼 體 經 常 振 動,保證酸洗效果,避免欠酸洗和過酸洗。
2.2、焊接
為保證帶鋼熱鍍鋅生產作業的連續性,我們需要將一些卷帶鋼焊接起來,焊接質量的好壞也會對連續熱鍍鋅生產速度造成一定的影響,甚至造成停產。因 此,我們在工作中加強對焊接設備的維護,確保其正常使用,并提高焊接人員的操作技術和熟練度。
2.3、清洗
清洗是帶鋼熱鍍鋅前重要的工序,對熱鍍鋅的效果有重要的影響,清洗的目的就是要清除鋼材表面粘附的油脂、鐵粉等,保持表面清潔。清洗分為化學清洗法和物理清洗法2種,化學法主要是采用清洗液,有時會輔以刷洗的方式來去除表面污垢;物理法則主要通過機械摩擦、振動、噴淋的方式達到清洗的目的。
2.4、退火
帶鋼連續熱鍍鋅采用在線連續退火工藝,退火過程一般包括預熱、加熱、均熱、冷卻。退火主要作用有兩方面:①將帶鋼預熱到再結晶溫度,并在鍍鋅前將帶鋼冷卻到入鍋溫度,通過預熱爐實現對溫度的精確控制,避免帶鋼升溫和冷卻太快而造成的板形不良、溫度不均等問題,提高鍍鋅質量;②提高帶鋼表面的清潔度,并使帶鋼密封地進入鋅鍋內進行熱鍍鋅。目前很多企業在退火工藝中通過加熱廢氣來進行帶鋼預熱,既節省了燃料,又取得了良好的加熱效果。
2.5、熱鍍鋅
在熱鍍鋅階段,影響帶鋼鍍鋅質量的主要因素包括鋅液溫度、浸鋅時間、加鋁量、帶鋼入鍋溫度等。操作時應將鋅液溫度控制在440℃~460℃,浸鋅時間控制在30s~60s,鋅液面含鋁量控制在0.01%~0.02%之間,使用國標 Zn0-3鋅錠;并調整好鍍鋅管分配器的角度和高度,使設備保持最佳運行狀態。
2.6、平整、拉矯
平整的目的是使帶鋼得到理想的平直度和表面粗糙度,在平整工藝中主要應做好對軋制力、平整入口出口張力、彎曲輥壓力等參數的控制,以獲得高外形質量的鍍鋅帶鋼產品。
2.7、鈍化
鈍化處理可以提高熱鍍鋅帶鋼表面的耐腐蝕性,延緩“白銹”產生,滿足鍍鋅帶鋼產品較長時間貯運的需要。鈍化處理通常采用鉻酸鹽溶液和磷酸鹽溶液,在帶鋼連續熱鍍鋅工藝中,通常采用噴涂式進行鈍化處理。
2.8、卷取
卷取由專門的帶鋼卷取機來完成,通過掃描器、電信號控制,使帶鋼卷取整齊,便于滾標和包裝。
3、結束語
我國的帶鋼連續熱鍍鋅技術還處于一個研究發展的階段,在生產中,我們應不斷加強研究和摸索,對工藝技術和參數進行優化改進,才能不斷提高帶鋼熱鍍鋅產品的質量和在國際市場的競爭力。